Video
Een overzicht van verticale transporteurs voor producten (productliften)
Op deze pagina vindt u informatie over verticale transporteurs, ook wel productliften voor producten genoemd. Hieronder wordt uitgelegd wat een verticale transporteur is en waarom u er een zou moeten gebruiken. Daarnaast worden verschillende soorten verticale transporteursystemen besproken en wordt er advies gegeven waar u op moet letten bij het kiezen van een verticale transporteur. Ten slotte vindt u conclusies over de voordelen van het gebruik van verticale transporteurs.
• Wat is een productlift/verticaal transporteur (verticaal transport)
• Waarom zou u een verticale transporteur moeten gebruiken?
• Verschillende productliften (verticale transporteursystemen)
• Waar u op moet letten bij het kiezen van een productlift
• Conclusies
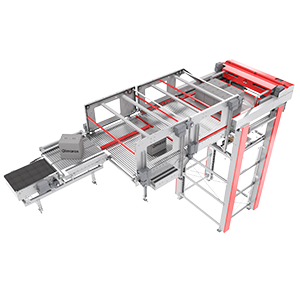
Wat is een verticale transporteur (productlift)
Een verticale transporteur of productlift is een machine die speciaal is ontworpen voor efficiënte processen betreffend materiaaloverslag. Verticale transporteurs worden gebruikt om het verplaatsen van producten of materialen van het ene niveau naar het andere te automatiseren. Dat maakt het tot een cruciaal onderdeel van de intra-logistiek (interne logistiek). Het is echter belangrijk om te beseffen dat een verticale transporteur niet hetzelfde is als een (product)lift. Het is geïntegreerd in een logistiek of transportsysteem en wordt uitsluitend gebruikt voor het transporteren van materialen of producten. U kunt alleen spreken van een verticale transporteur als deze is geïntegreerd in een logistiek of een transportsysteem.
In het verleden werden traditionele transportmethoden zoals hellende rol- of bandtransporteurs vaak gebruikt in de industrie. Deze methoden vereisten echter een aanzienlijke hoeveelheid vloerruimte, wat de benuttingsgraad van een fabriek kan beperken. Het kan in orde zijn in grote panden, wanneer er genoeg vloerruimte is om dergelijke transportbanden te plaatsen. Transportbanden die naar boven of naar beneden hellen hebben een groot nadeel omdat ze veel vloerruimte in beslag nemen die voor nuttiger doeleinden gebruikt kan worden. Tegenwoordig zijn steeds meer bedrijven op zoek naar ruimtebesparende oplossingen en de verticale transporteur is een populaire keuze omdat het gebruik van bestaande vloerruimte wordt gemaximaliseerd. Als u op zoek bent naar een efficiënte manier om materialen of producten verticaal binnen uw faciliteit te verplaatsen, is een verticale transporteur de perfecte oplossing.
Waarom zou u een productlift / verticaal transporteur gebruiken?
Als u uw productiegebied of magazijn wilt optimaliseren, zijn productliften een goede optie om te overwegen. Ruimte is schaars en kost veel, waardoor verticaal transport bij de meeste productielijnen essentieel is bij het maken van de volgende stap. Of producten nu op een andere hoogte moeten worden geleverd, of als er vloerruimte moet worden vrijgemaakt voor andere machines of om vorkheftrucks/vrachtwagens en mensen toegang te geven, een geautomatiseerd verticaal transportsysteem is cruciaal.
In magazijnen is het maximaliseren van kubieke en vierkante meters essentieel voor het verbeteren van efficiënte processen zoals producten oppakken in een bepaalde volgorde (orderverzameling). Transportsystemen met meerdere verdiepingen moeten in staat zijn om producten snel en regelmatig naar boven en beneden te brengen, en het liefst de hele dag door. Distributiecentra maken steeds vaker gebruik van volledig geautomatiseerde opslag- en orderverzamelsystemen, die een transportsysteem met de kenmerken van een productielijn vereisen.
Bij het kiezen van een productlift zijn er veel opties beschikbaar op de markt. Het systeem dat u kiest zal echter volledig afhangen van uw unieke situatie. Productie- en logistieke processen zijn immers in elk bedrijf anders. Overwegingen zoals de frequentie en snelheid van de producttoevoer, de in- en uitvoerniveaus of -posities, en of de productstroom in één of beide richtingen gaat, ze moeten allemaal in aanmerking worden genomen. Bovendien zal de hoeveelheid beschikbare ruimte een cruciale factor zijn.
Om het beste verticale transportsysteem voor uw bedrijf te selecteren, zijn er vijf belangrijke aspecten die in het selectieproces moeten worden overwogen. Later in deze tekst zullen we deze vijf aspecten in detail uitleggen, maar eerst zullen we de verschillende soorten productliften / verticale transporteurs beschrijven die op de markt verkrijgbaar zijn.
Verschillende productliften?
Er zijn verschillende productliften, ieder met zijn eigen voor- en nadelen. We gaan nu de grootste verschillen uitleggen tussen de volgende verticale transporteuroplossingen
- Hellende bandtransporteur
- Discontinue verticale transporteur
- Continue verticale transporteur (paternoster)
- Platformtransporteur (lift)
- Spiraaltransporteur
Hellende transportband
De eenvoudigste manier om producten op of neer te transporteren is door een traditionele (hellende) transportband te gebruiken. Capaciteit is over het algemeen geen probleem bij hellende transportbanden. Net als bij een normale transportband kunnen producten immers één voor één op de hellende transportband worden geplaatst. Er moet worden opgemerkt dat er een krachtigere tandwielmotor nodig is om een hellende transportband aan te drijven. De bedrijfssnelheid zal vaak lager zijn dan bij horizontaal transport. Bovendien zijn de uitvoer- en invoerrichting identiek, tenzij er een bocht in de configuratie wordt aangebracht, net als bij horizontale transportsystemen.
Nadelen
Het grootste nadeel van een hellende transportband is de enorme hoeveelheid ruimte die nodig is voor dit systeem. De reden voor de grote vloerruimte die nodig is zit hem in de flauwe helling van een hellende transportband. Om te voorkomen dat producten naar achteren vallen of naar beneden glijden, ligt de maximale hellingshoek – afhankelijk van vorm, afmetingen en gewicht – meestal ergens tussen de 15 en 30 graden. Een hellende transportband met een hellingshoek van 30 graden mag niet minder dan 1,8 meter lang zijn om een hoogte van 0,9 meter te overbruggen. Bij een hoek van 15 graden neemt dit toe tot meer dan 3,5 meter. Uiteraard zullen ook de afgelegde afstand en de transporttijd voor goederen toenemen.
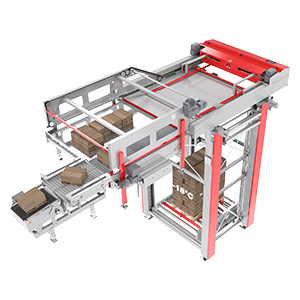
Discontinue verticale transporteur
De meest eenvoudige productlift is de zogenaamde discontinue verticale versie: een enkele productdrager die omhoog en omlaag kan bewegen. De productdrager is opgehangen in een stalen kolom en wordt gewoonlijk opgehesen met kettingen of riemen. Een discontinue verticale transporteur heeft maar een kleine vloerprojectie omdat de enige ruimte die hij inneemt de stalen kolom met hefplatform is, die iets groter moet zijn dan de maximale grootte van de producten.
Voordeel
De discontinue productlift heeft het voordeel dat één machine meerdere in- en uitvoerniveaus kan bedienen en producten zowel omhoog als omlaag kan transporteren.
Nadelen
Een nadeel van de discontinue verticale transporteur, ook wel discontinue productlift of start/stop lift genoemd – is de beperkte snelheid en capaciteit. Een discontinue verticale transporteur kan het volgende ander product pas vervoeren nadat het product dat zich op de drager bevindt is afgezet en de lege productdrager is teruggekeerd naar de uitgangspositie. De capaciteit wordt dus niet alleen bepaald door de opwaartse beweging, maar ook door de neerwaartse beweging. Een ander nadeel is de beperking van de mogelijke aanvoer- en uitvoerrichtingen. De productdrager bestaat gewoonlijk uit een rollenbaan of een bandtransporteur. Producten kunnen alleen in dezelfde of tegenovergestelde richting worden afgevoerd als waarin ze worden ingevoerd. Een andere keus is er niet.
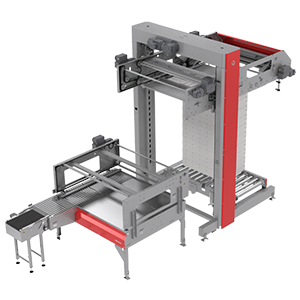
Continue verticale transporteur (paternoster)
Naast een discontinue verticale transporteur er ook een continue verticale versie die volgens het paternoster-principe werkt. Een continue verticale transporteur volgens het paternoster principe heeft het voordeel dat de gebruiker de mogelijkheid heeft om meerdere productdragers aan de verticale transporteur toe te voegen. De productdragers lopen in een lus, net als de platformtransporteur (lift).
Voordeel
Er is één belangrijk verschil: alle productdragers blijven horizontaal gepositioneerd tijdens de gehele reis van aanvoer naar uitvoer, wat het voordeel heeft dat een product gedurende de hele cyclus op de drager kan blijven. Een ander voordeel is dat de paternosterlift u in staat stelt meerdere in- en uitvoerposities in één verticale transporteur te voegen. Bovendien is de paternosterlift het enige verticale transportsysteem dat meerdere producten tegelijk kan optillen en laten zakken. Een paternosterlift heeft wel iets meer ruimte nodig dan een discontinue verticale transporteur of een platform (lift) transporteur, maar veel minder dan een hellende transportband of een spiraaltransporteur.
Capaciteit
Qua capaciteit is dit systeem vergelijkbaar met een platformtransporteur en heeft een veel grotere capaciteit dan een discontinue verticale transporteur, maar het concurreert gemakkelijk met een hellende transportband of spiraaltransporteur. Het is mogelijk om de capaciteit – tot op zekere hoogte – uit te breiden door meer productdragers toe te voegen of door meerdere producten op een drager te plaatsen zonder de snelheid van het systeem te moeten verhogen. Net als bij de platformtransporteur (lift) heeft de paternosterlift ook een controller voor de toevoersnelheid nodig. Een nauwkeurige synchronisatie tussen de invoerband en de lift is niet nodig, dankzij het specifieke ontwerp van de productdragers. Dit maakt een paternosterlift veel makkelijker te integreren dan een platform (lift) transporteur, in termen van besturing.
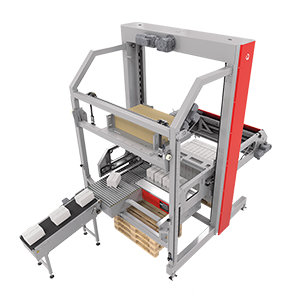
Platformtransporteur (lift)
Het belangrijkste verschil tussen een verticale transporteur productlift en een platformtransporteur productlift is de bewegingsrichting van de productdrager. Bij een verticale transporteur gaat de productdrager omhoog en omlaag, terwijl deze bij een continue productlift zoals de platformtransporteur een lus beschrijft.
Voordeel
Zodra een product naar een ander niveau is getransporteerd, keert de productdrager via een andere route terug naar de uitgangspositie. Dit maakt het mogelijk om meerdere productdragers te installeren en daardoor meerdere producten per cyclus te vervoeren. De capaciteit van een continue verticale transportband is daarom veel groter dan die van een discontinue verticale transporteur. De productdrager van de platformtransporteur (lift) bestaat uit een flexibele, buigbare mat. Hij wordt met vier kettingen of hijsbanden opgehesen. Zodra het product de juiste hoogte heeft bereikt en op een transportband of rollenbaan is gelegd, gaat de mat weer omlaag. Het voordeel van de platformtransporteur is het beperkte gebruik van de ruimte. Bovendien kan de noodzakelijke afscherming ook in de lift worden geïntegreerd. Het is ook relatief makkelijk om langere of zwaardere producten te vervoeren. Het proces verandert hier niet als de producten klein of groot dan wel licht of zwaar zijn.
Nadelen
De meeste platformtransporteurs zijn alleen geschikt voor situaties met een vaste in- en uitvoerhoogte. Het combineren van op- en aflopende bewegingen in een transporteur met één platform (lift) is moeilijk. Bovendien is, net als bij een discontinue verticale transporteur, het aantal mogelijke in- en uitvoerconfiguraties beperkt. Producten kunnen alleen in dezelfde of tegenovergestelde richting in- of uitgevoerd worden. Een bijkomend nadeel is dat niet alleen de leveringssnelheid van producten bestuurd moet worden, maar dat ook de transportband en transporteur (mat) nauwkeurig gesynchroniseerd moeten worden. Als de mat iets te vroeg of te laat is, valt het product in de platformtransporteur (lift). Zoals u zich kunt voorstellen, zal dit enkele problemen veroorzaken en de dagelijkse activiteiten van een faciliteit verstoren. In het geval dat zoiets optreedt is de kans op productschade of -veront-reiniging groot, omdat het product zich altijd in de lift bevindt terwijl het op of neer wordt getransporteerd.
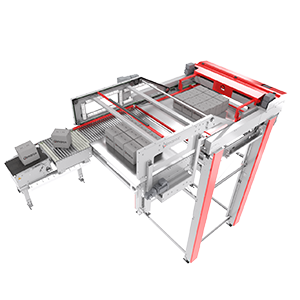
Spiraaltransporteur
Een spiraaltransporteur is niets anders dan een transportband die in een spiraal omhoog of omlaag loopt.
Voordeel
Het belangrijkste voordeel van een spiraaltransporteur is de capaciteit ervan. Net als bij een hellende bandtransporteur kunnen producten continu achter elkaar worden ingevoerd, waarbij rekening moet worden gehouden met een zekere afstand tussen de producten in verband met de hellingshoek en de straal. Het is mogelijk om de hele spiraal met producten te vullen, dus deze oplossing is ook geschikt als buffersysteem. Een ander voordeel is de flexibiliteit met betrekking tot de in- en uitvoerrichting en de in- en uitvoerhoogte. In principe is het mogelijk om producten onder elke hoek en op elke hoogte in en uit te voeren, simpelweg door een horizontale transportband of rollenbaan op die punten op de spiraaltransportband aan te sluiten.
Nadelen
Door de spiraalvormige vorm is het niet mogelijk om zowel de in- als de uitvoerrichting en de in- en uitvoerhoogte vrij te kiezen. Een ander nadeel is de hoeveelheid ruimte die nodig is voor een spiraaltransporteur. Omdat de producten een spiraal met een bepaalde straal volgen, is de ruimte die een spiraaltransporteur inneemt meerdere malen groter dan die van een verticale transporteur of platformtransporteur (lift). Hoe langer en breder het product, des te groter de benodigde straal en ruimte en des te duurder de spiraaltransporteur. De spiraalbeweging zorgt er ook voor dat producten een relatief lange afstand moeten afleggen, wat resulteert in een lang aandrijfsysteem dat extra vermogen (energieverbruik) en onderhoud vereist. Er zijn spiraaltransporteurs op de markt die tegelijkertijd producten zowel naar boven als naar beneden kunnen transporteren. Eigenlijk zijn dit systemen met twee banden: één aan de binnenkant en één aan de buitenkant. Een nadeel is dat de producten op de buitenste band veel langere afstanden moeten afleggen, waardoor het vaak handiger is om gewoon twee spiraaltransporteurs met enkele transportband te installeren, in plaats van één spiraaltransporteur met twee banen. De voornaamste reden hiervoor is dat een spiraaltransporteur met een dubbele transportband niet alleen een dubbele aandrijving vereist, maar ook een grotere diameter en dus meer vloerruimte
Waar u rekening mee moet houden bij het kiezen van een productlift
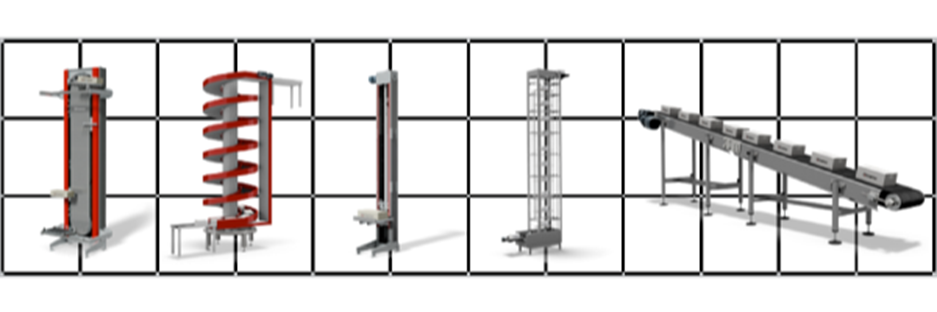
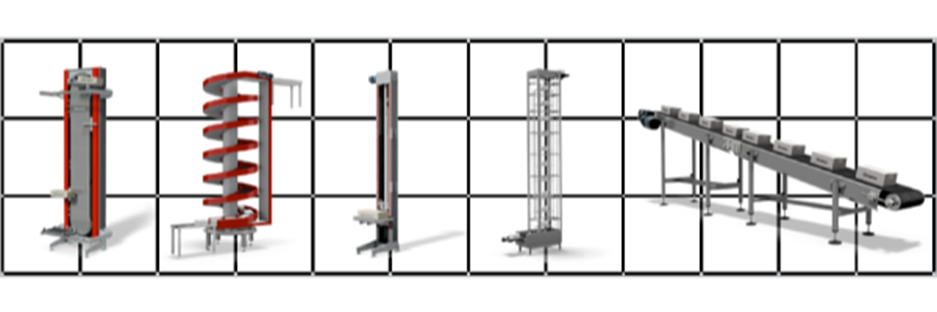
Van links naar rechts de verschillende productliften:
Continue verticale transporteur, spiraaltransporteur, discontinue verticale transporteur, platformtransporteur, op-/aflopende transportband
Er zijn eigenlijk slechts twee basistechnieken om producten op of neer te vervoeren. De eerste basistechniek maakt gebruik van transportbanden en de tweede van een liftsysteem. Elk verticaal transportsysteem op de markt maakt vandaag de dag gebruik van een van deze twee basistechnieken. Als er transportbanden worden gebruikt, is het niet nodig om een start/stop-functie in het systeem te integreren. Producten gaan immers rechtstreeks van de invoerband naar deze transportband, waarna ze uiteindelijk naar de afvoerband worden gestuurd. In een liftsysteem moet de leveringssnelheid van producten altijd worden bestuurd. Liftsystemen leggen echter de kortste (verticale) afstand af, wat betekent dat hun gebruik van ruimte (vloerprojectie) minimaal is.
- Ruimtegebruik
Een verticaal transportsysteem is in de eerste plaats bedoeld om waardevolle vloerruimte vrij te maken. Ruimte die, zoals eerder gezegd, schaars is per m² en steeds duurder wordt. Het is daarom belangrijk dat een verticaal transportsysteem geen groot beslag legt op deze waardevolle ruimte. Er kan een groot verschil zijn tussen de footprint van verschillende productliften. - In- en uitvoerrichtingen
In de eenvoudigste situatie zal het product in dezelfde richting doorgaan na het overbruggen van een hoogteverschil. Er zijn echter situaties waarin het wenselijk is dat een product in een andere of zelfs de tegengestelde richting wordt gestuurd.
Veel productliften bieden de mogelijkheid om verandering in de uitvoerrichting te combineren met de verandering in hoogte. Er zijn zelfs systemen waar de productoriëntatie kan worden gewijzigd. Dit vergroot het aantal logistieke oplossingen en voorkomt dat er direct na het systeem een bocht in de transportband of rollenbaan moet worden aangebracht. Het aantal mogelijke in- en uitvoerrichtingen varieert echter per verticaal transportsysteem. - In- en uitvoerhoogte
In sommige situaties is het wenselijk om producten van verschillende hoogtes op te pikken en op verschillende hoogtes weer af te zetten. Dit is vaak het geval in magazijnen, die vaak meerdere tussenverdiepingen bevatten en waar producten tussen al deze verdiepingen moeten worden gecirculeerd. Niet alle productliften kunnen meerdere in- en/of uitvoerhoogten bedienen. - Op- en aflopend
Vooral in magazijnen kan het nodig zijn om te wisselen tussen het laten stijgen en dalen van producten. Denk bijvoorbeeld aan het opnemen van bestellingen van verschillende verdiepingen. Producten moeten niet alleen naar de verschillende verdiepingen worden vervoerd, maar ook op een gegeven moment weer terugkomen. Een verticaal transportsysteem dat producten zowel naar boven als naar beneden kan transporteren voorkomt dat twee verschillende systemen voor deze twee bewegingen moeten worden aangeschaft. - Capaciteit
De capaciteit van een productlift is voornamelijk afhankelijk van de haalbare snelheid daarvan. Hoe sneller een verticaal transportsysteem is, hoe meer producten het per uur kan verwerken. Een andere factor is het aantal producten dat tegelijkertijd kan worden verwerkt. Ook de hoogte van een verticale transporteur kan de capaciteit beïnvloeden.
De minimale capaciteit die in een bepaalde situatie vereist is, wordt vrijwel altijd bepaald door de structuur van het totale proces. Een verticaal transportsysteem mag nooit een “vernauwing” zijn in een productielijn. De verticale transportsystemen die momenteel op de markt verkrijgbaar zijn, kunnen in de bovenstaande aspecten aanzienlijk verschillen. Sommige verticale transportsystemen zijn sneller, compacter en veelzijdiger dan andere. Uiteraard verschillen de prijzen ook sterk per systeem. Het doel is om het systeem te selecteren dat het beste bij uw situatie past in termen van prijs, prestaties en uw specifieke behoeften.
Voor- en nadelen van elke productlift
| Type productlift | Continue verticale transporteur | Spiraaltransporteur | Discontinue verticale transporteur | Platform-lift | Hellende transportband |
| Ruimtegebruik | + | + | ++ | + | – |
| Meerdere in- en uitvoerrichtingen | ++ | +/- | ++ | + | ++ |
| Meerdere in- en uitvoeropties (meerdere productstromen) | ++ | +/- | + | – | – |
| Stijgende en dalende productstromen | ++ | +/- | + | – | – |
| Capcaiteit | + | ++ | – | + | ++ |
De kosten van het kopen, gebruiken en onderhouden van productliften
De manier waarop een verticaal transportsysteem in een productielijn of logistiek proces kan worden geïntegreerd is niet de enige belangrijke factor. Andere factoren zoals initiële kosten, installatie, onderhoud en energieverbruik spelen een even belangrijke rol bij het kiezen van het juiste verticale transportsysteem en de juiste leverancier.
- Initiële kosten
Veel bedrijven kijken in de eerste plaats naar de initiële kosten. Deze kunnen per systeem aanzienlijk verschillen. Over het algemeen is een hellende bandtransporteur de goedkoopste oplossing, gevolgd – in oplopende volgorde – door een discontinue verticale transporteur, een paternoster, een platformtransporteur (lift) en tenslotte een spiraaltransporteur.
Een belangrijke factor om de prijs van een verticale transportband te kunnen bepalen is de hoogte die overbrugd moet worden. Hoe groter het hoogteverschil, des te groter de verschillen in prijs tussen bijvoorbeeld een paternoster en een spiraaltransporteur. Voor elke extra meter moet het frame van de spiraaltransporteur maar ook van de transportband worden vermeerderd. U hebt waarschijnlijk een extra of op zijn minst een sterkere tandwielmotor met de juiste frequentie-omvormer nodig om het mogelijk te maken de extra meters van de transportband aan te drijven en producten daarop omhoog te brengen.
Met andere woorden, een spiraaltransporteur die twee keer zo hoog is kost ook ongeveer twee keer zo veel. Bij een lift is dit anders, of het nu gaat om een discontinue verticale transportband, een platformlift of een continue verticale transporteur. In deze systemen hoeven alleen de lengte van de stalen constructie en van de hijskabels of kettingen verlengd te worden. Het aantal bewegende delen, productdragers en aandrijfmotoren blijft immers gelijk. Een discontinue productlift van 10 meter is daarom slechts iets duurder dan een van 5 meter. - Integratiekosten
Hellende band- en spiraaltransporteurs zijn relatief eenvoudig en goedkoop te installeren. Uiteraard hebben deze verticale transportsystemen een relatief grote hoeveelheid ruimte nodig die beschikbaar moet worden gesteld, maar zodra de ruimte is gevonden kunnen ze vrij gemakkelijk worden geïnstalleerd. De producten op de hellende band- of spiraaltransporteur worden als een ononderbroken stroom naar het gewenste niveau getransporteerd. Beide soorten machines hebben nog steeds enige besturingssoftware nodig. Dit is echter alleen nodig voor de motoren. Spiraaltransporteurs hebben ook software nodig voor de bescherming tegen slappe kettingen die problemen voorkomt die worden veroorzaakt door kettingen die in de loop der tijd hun spanning verliezen.
Voor een verticale transportband is iets meer werk nodig. De voornaamste reden hiervoor is dat de aanvoer van producten en de bewegingen van de productdrager op elkaar moeten worden afgestemd. Een product mag pas in de lift komen als er een lege productdrager is aangekomen. Met een platform (lift) transporteur, in tegenstelling tot een paternoster lift, moeten beide bewegingen namelijk nauwkeurig gesynchroniseerd worden. Hiervoor is een beetje besturingssoftware nodig, die gegevens krijgt van sensoren. Voor de programmeurs die het besturingssysteem toch al voor een hele productielijn of transportsysteem moeten schrijven, zullen die paar extra sensoren niet echt veel problemen opleveren. - Energiekosten
Na het aanschaffen van een productlift zijn er bijkomende kosten die in de tijd voortduren, nadat uw verticale transportsysteem al in bedrijf is gesteld. In de eerste plaats zijn er de kosten voor de exploitatie van het systeem, de energiekosten. Het voordeel van verticale transporteurs, platform- (lift-)transporteurs en paternosterliften is dat de producten met deze machines altijd de kortste route volgen, d.w.z. recht omhoog.
Bij hellende band- en spiraaltransporteurs is de afstand veel groter, wat resulteert in hogere energiekosten. Hoe groter de hoogteverschillen, des te groter het verschil in energieverbruik tussen liftsystemen en spiraaltransporteurs. Er is meer energie nodig om de langere transportband te laten bewegen, inclusief de extra producten die erop liggen.
In een liftsysteem is de verhouding tussen hoogteverschillen en energiekosten minder uitgesproken. De paternosterlift is een echte uitzondering qua energiekosten. Met een paternoster compenseren de stijgende en dalende dragers elkaar qua gewicht. Dit betekent dat energie alleen nodig is om de producten op te hijsen, niet voor de productdragers zelf. In de meeste gevallen is een motor met een vermogen van 0.37 kW dus voldoende. - Onderhoudskosten
Wat de onderhoudskosten betreft, zijn er grote verschillen tussen de productliften. De installaties met bandtransporteurs (hellende bandtransporteur, spiraaltransporteur) hebben vaak een zeer grote totale lengte. Een band blijft maar lopen (ook al is hij bijna leeg) en moet in zijn geheel worden vervangen als het zwakste punt defect raakt. In de meeste spiraaltransporteurs bestaat de transportband uit een lange ketting, bedekt met dwarslatten. Vuil en stof kunnen uit de producten door de latten en rechtstreeks in het aandrijfsysteem vallen. Bovendien kunnen producten worden gedraaid door de overlappende bewegende latten en lopen mogelijk vast tussen de zijgeleiders, wat grote schade kan veroorzaken.
Een verticale transporteur is eenvoudig te onderhouden en heeft weinig kritieke punten. Met een (lift)transporteur (afhankelijk van de fabrikant) bestaat het kwetsbare aandrijfsysteem vaak uit een zeer dure rubberketting. Een eventuele vervanging van de ketting kan zeer kostbaar zijn. En als een product valt, kan dit leiden tot beschadiging van het aandrijfsysteem. Net als de discontinue verticale transporteur is de continue verticale transportband eenvoudig te onderhouden. Het aandrijfsysteem bestaat uit een extra sterke standaard stalen ketting die goedkoop is en overal ter wereld gemakkelijk verkrijgbaar is. De vorken zijn product-specifiek, maar zeer snel uitwisselbaar. Het regelsysteem beschermt het tegen vastlopen. - Totale eigendomskosten
Initiële kosten, integratiekosten, energiekosten en onderhoudskosten: deze maken allemaal deel uit van de totale eigendomskosten (total cost of ownership of TCO) van een verticaal transportsysteem. In de onderstaande tabel worden de kosten van de vijf verschillende systemen vergeleken. En toch is het niet verstandig om alleen maar naar de totale eigendomskosten van een enkel systeem te kijken. Het heeft meer zin om te kijken naar de TCO van de totale productielijn of het logistieke systeem dat is geïnstalleerd. Hoe goed het verticale transportsysteem ook is, als ergens anders in het totale systeem iets mis is dan heeft het bedrijf nog steeds een probleem. Naast de kosten is betrouwbaarheid ook belangrijk. Ongeacht de prijs van het verticale transportsysteem: als deze opeens ophoudt zal een hele productielijn vaak ook niet meer werken, wat resulteert in aanzienlijke kosten en misschien zelfs omzetverlies. - Optimale prijs-prestatieverhouding
Het kiezen van een verticaal transportsysteem is een beslissingsproces dat veel verschillende oplossingen met hun sterke en zwakke punten omvat. Ten eerste moet het systeem perfect passen in de indeling van de productielijn of het magazijn. Een productielijn zal over het algemeen een constante stroom van identieke producten omvatten die niet meer dan een paar meter omhoog of omlaag en vaak slechts in één richting moeten worden vervoerd.
Capaciteit, betrouwbaarheid en onderhoudsvriendelijkheid zijn belangrijke factoren. Stroomdiagrammen zijn veel complexer. Producten moeten niet alleen naar boven, maar ook naar beneden worden vervoerd, waarbij vaak meerdere niveaus gemoeid zijn. Het aantal producten dat omhoog of omlaag moet gaan kan van minuut tot minuut veranderen. Een verticaal transportsysteem zal dus al snel een verticaal sorteersysteem worden. Flexibiliteit en veelzijdigheid zijn belangrijk in dergelijke situaties, waar de capaciteit groot genoeg moet zijn om een knelpunt te voorkomen.
Conclusie
In een wereld waar kosten geen rol spelen, zouden hellende transportbanden of spiraaltransporteurs de voorkeur krijgen als er zeer hoge capaciteiten nodig zijn. Voor een lage of gemiddelde capaciteit zou u beter af zijn met een verticale transporteur als de vereiste capaciteit laag en de complexiteit minimaal is. Maar helaas spelen de kosten in de echte wereld wel een rol.
Uiteindelijk is het kiezen van een verticaal transportsysteem niets anders dan het zoeken van de optimale prijs-prestatieverhouding. In de vergelijking tussen de verschillende productliften scoort de continue verticale transporteur het hoogst op zowel prijs als prestatie. Dit paternosterconcept – nieuw leven ingeblazen door Qimarox – heeft gewoon geen zwakheden. De paternoster is flexibel als het gaat om de hoeveelheid productdragers, het aantal in- en uitvoerrichtingen en -niveaus.
Deze verticale transportband past in vrijwel elke situatie. Bovenal heeft de continue verticale transporteur ook onmiskenbare voordelen op het gebied van onderhoud. Geen wonder dat de continue verticale transporteur de afgelopen jaren zoveel marktaandeel heeft verworven in vergelijking met andere verticale transportsystemen